|
Специальные способы литья
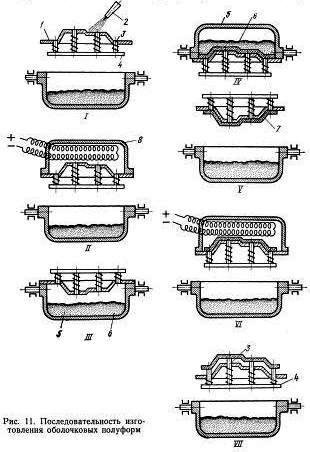
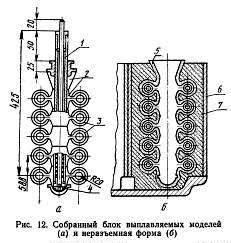
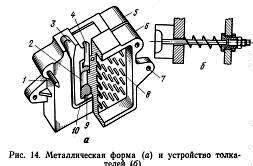
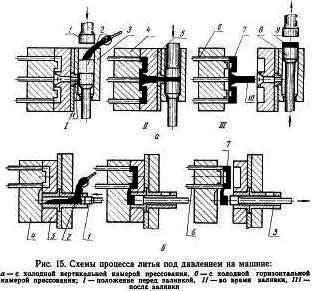
В литейном производстве получили широкое применение новые способы изготовления отливок. Использование этих способов дает ряд преимуществ по сравнению с литьем в песчаные формы: возможность максимально механизировать и автоматизировать производственный процесс, улучшение условий труда, увеличение производительности, значительное снижение расходов формовочных материалов (а иногда полное исключение их из процесса литья) и получение заготовки с минимальными припусками на механическую обработку. Литье в оболочковые формы. Изготовление оболочковых форм основано на свойствах термореактивной смолы плавиться при нагревании и обволакивать зерна песка. Затем смола затвердевает и, связывая зерна песка, образует прочную оболочку. Оболочковая форма представляет собой две скрепленные рельефные полуформы с толщиной стенок 5—15 мм. Такие формы изготавливают из песчано-смоляной смеси, состоящей из мелкого кварцевого песка и фенолформальдегидной порошкообразной термоактивной смолы, которую используют в качестве связующего. Оболочковые полуформы изготовляются на специальных автоматических и полуавтоматических машинах. Технологический процесс состоит из следующих операций (рис. 11): I. Очистка металлической модельной плиты 1 и покрытие ее из пульверизатора 2 специальным термостойким разделительным составом для легкого отделения и снятия оболочки с плиты. II. Нагрев модельной плиты в электрической печи 8 до температуры 220—250° С. III. Установка и закрепление нагретой модельной плиты на поворотном бункере 5, содержащем песчано-смоляную смесь 6. IV. Поворот бункера с моделью на 180°, нанесение песчаносмоляной смеси на нагретую модельную плиту и формирование оболочки. V. Возврат бункера с модельной плитой в исходное положение, удаление излишней песчано-смоляной смеси и снятие плиты с образовавшейся на ней оболочкой 7 с бункера. VI. Поворот модельной плиты на 180° и установка ее в электрическую печь для окончательного отверждения оболочки (при температуре 300—350° С в течение 90—180 с). VII. Съем оболочки с модельной плиты с помощью толкателей 3 и плиты 4. Аналогичным путем изготовляют вторую (парную) полуформу. В полученные оболочковые полуформы устанавливают стержни. Спаривание полуформ производят по фиксаторам, с помощью скоб, струбцин или склеиванием. При заливке форм для крупных отливок составляющие оболочки успевают выгорать до застывания отливки. Создается опасность разрушения перегоревших оболочковых форм. В таких случаях нижние полуформы перед заливкой обкладывают металлической дробью или песком, а верхние — нагружают, чтобы предупредить размыкание. Способом литья в оболочковые формы получают отливки из стали, чугуна и цветных сплавов. Точность отливок достигает 5-го, 7-го классов ОСТ 1010 и ОСТ 1015, а шероховатость поверхности 4—6-го классов ГОСТ 2789—73. Литье в оболочковые формы имеют преимущества: получение точных отливок с чистыми (гладкими) поверхностями, уменьшение расхода формовочных материалов, сокращение производственных площадей, высокая производительность труда при изготовлении форм, возможность длительного хранения оболочковых форм и стержней, экономия металла из-за уменьшения литниковой системы и прибылей, сокращение процессов обрубки и очистки. К недостаткам литья в оболочковые формы относятся высокая стоимость смолы, оснастки, оборудования, длительность доводки процесса. Все это позволяет применять способ литья в оболочковые формы только в условиях крупносерийного и массового производства. Литье по выплавляемым моделям. Особенностью литья по выплавляемым моделям является получение неразъемных литейных форм выплавлением, растворением или выжиганием из них модельного материала, состоящего обычно из легкоплавких компонентов: парафина, церезина, стеарина, буроугольного и торфяного восков и других веществ, которые плавятся при температуре 50—90° С. Для изготовления модели расплавленный. или пастообразный состав запрессовывают в металлическую разъемную пресс-форму, изготовляемую обычно из стали или алюминиевых сплавов, реже из гипса или пластмасс и имеющую полость, которая по конфигурации и размерам точно соответствует модели. После затвердевания модельного состава форму раскрывают и извлекают модель. Таким образом изготовляют в одной пресс-форме и несколько моделей, соединенных моделями каналов литниковой системы. Затем отдельные модели 3 (звенья) надевают на металлический стояк 1 (рис. 12, а) центральными втулками литниковых каналов 2. Нижнюю часть стояка закрывают колпачком 4, который изготовляют из модельного состава и припаивают к литнику верхней модели (звена). Сверху на металлический стояк устанавливают модель литниковой воронки. Собранный блок покрывают 3—4 раза тонким слоем огнеупорной обмазки, которая состоит из пылевидного кварца и связующего материала (гидродизованного этилсиликата, жидкого стекла). После каждого покрытия модель для упрочнения посыпают сухим мелким кварцевым песком и просушивают на воздухе в те23 чение 2—6 ч. Полученная таким образом оболочка имеет толщину 3—5 мм. После сушки из моделей извлекают металлический стояк, а легкоплавкие модели вытапливают из оболочковых форм. Для этого пользуются горячей водой, имеющей температуру около 90° С, или производят выплавление в расплаве модельного состава паром, горячим воздухом. В ряде случаев модели выжигают или растворяют. Неразъемную форму 5 (рис. 12, б) устанавливают в опоку 6, засыпают песком 7 и помещают в электропечь для прокаливания при температуре 850—900° С. В печах выжигаются остатки модельной смеси, а форма после прокаливания еще немного упрочняется и приобретает необходимую прочность. Затем нагретую форму подают на заливку. После охлаждения отливки форму выбивают. От отливки отделяют литниковую систему, которая поступает на переплавку. Отливку очищают, зачищают, подвергают нормализованному отжигу и направляют на склад или в механические цехи. Литье по выплавляемым моделям применяют для получения отливок, конфигурация которых при изготовлении их из сортового металла или поковок потребовала бы большой и сложной механической обработки. Этим способом изготовляют отливки с толщиной стенок от 0,5 до 10 мм, массой от 20 г до 100 кг. Точность литья достигает 5-го и 7-го классов ОСТ 1010 и ОСТ 1015, а шероховатость поверхности. 5—6-го классов ГОСТ 2789—73. 24 Наиболее экономично применение литья по выплавляемым моделям в серийном и массовом производстве мелких стальных отливок. Центробежное литье. Центробежное литье осуществляется на специальных машинах. Расплав, заливаемый во вращающуюся форму, центробежными силами плотно прижимается к внутренним стенкам формы и воспринимает ее конфигурацию. Формы могут вращаться вокруг горизонтальной, вертикальной и наклонной осей. Наиболее распространены машины с горизонтальной осью вращения. Методом центробежного литья, как правило, получают отливки, представляющие собой тела вращения (втулки, трубы,диски). Центробежные силы не только распределяют жидкий металл к форме, но и способствуют перемещению на внутреннюю поверхность отливки более легких, чем сплав, шлаковых и газовых включений. Отливка получается более чистой и плотной. Для получения втулок применяют машины с горизонтальной и вертикальной осями вращения (рис. 13). Определенная доза расплава из ковша 4 заливается во вращающуюся форму 1 через металлоприемник 3. Под действием центробежных сил металл 2 отбрасывается к стенкам формы. Форма вращается до тех пор, пока расплав не затвердеет, затем отливку 5 извлекают из формы. Перед каждой заливкой внутреннюю полость формы покрывают противопригарной краской или присыпкой. Центробежным способом можно получать биметаллические отливки, поочередно заливая в форму разнородные расплавы. Преимуществом центробежного литья является получение отливок без литниковых систем. Отливки имеют плотную; мелкозернистую структуру и повышенные механические свойства по сравнению с отливками, изготовленными литьем в песчаные формы. Этим способом получают отливки 5-го класса точности с хорошим качеством поверхности. Недостатком способа центробежного литья является необходимость больших припусков на механическую обработку наружных поверхностей 1,5—2,5 мм, внутренних поверхностей 2,5—3,5 мм. Центробежное литье применяют в массовом, крупносерийном и мелкосерийном производствах. Литье в кокиль. Кокилем называют металлическую разъемную форму, многократно используемую для получения отливок. Такую форму применяют для изготовления мелких и средних отливок из различных сплавов как простой, так и очень сложной формы с резкими переходами от тонких частей отливки к толстым. Кокили подразделяют на разъемные (с вертикальной, горизонтальной и криволинейной плоскостью разъема) и неразъемные (вытряхные). Кокиль с вертикальной плоскостью разъема (рис. 14, а) состоит из двух половин 5 и 6, в которых имеется литейная полость 2, литниковые каналы 9 и 10 с чашей 3 и выпором 4. Точное совпадение половин при сборке кокиля достигается применением центрирующих штырей 1 и втулок 7. Штыри 8 наружной поверхности способствуют лучшему охлаждению кокиля. Отливку извлекают из кокиля специальными толкателями, которые при раскрытии половин кокиля выходят из своих гнезд и выталкивают отливку (рис. 14, б). Технологический процесс имеет такую последовательность: - нагретый до температуры 250—300° С кокиль покрывают огнеупорной краской; - в кокиль устанавливают стержни; - соединяют и скрепляют половинки формы; - заливают в кокиль жидкий металл из ковша; - выдерживают металл до начала кристаллизации и остывания отливки; - раскрывают кокиль и извлекают из него отливку; - охлаждают кокиль и подготавливают для следующей заливки. Для повышения производительности и уменьшения трудоемкости ручных работ кокили устанавливают на специальных станках,на которых все операции сборки кокиля, кроме установки стержней, механизированы. Стойкость кокилей зависит от температуры заливаемого металла и от массы получаемых отливок. Точность отливки при литье в кокиль соответствует 5—9-му классам, а шероховатость поверхности 4—6-му классам. Припуск на механическую обработку колеблется в пределах 0,5—2 мм. Преимуществами кокильного литья являются возможность многократно использовать форму, высокая механическая прочность отливок, незначительные припуски на механическую обработку, экономия металла. К недостаткам следует отнести высокую стоимость кокилей, сложность получения тонкостенных отливок, поэтому литье в кокиль целесообразно применять в условиях массового и крупносерийного производств. Литье под давлением. Сущность этого способа заключается в том, что расплав металла подается в стальную разъемную прессформу под давлением. Рабочее давление на расплав осуществляется непосредственно сжатым воздухом (газом) или поршнем, который перемещается под действием сжатого воздуха (газа), эмульсии или масла. Давление может достигать нескольких сот атмосфер, что обеспечивает хорошую заполняемость пресс-формы и получение отливок 3—5-го классов точности и с шероховатостью поверхности, соответствующей 5—8-му классам. При этом обеспечивается большая производительность. Литье под давлением ведут на компрессорных и прошневых машинах. Поршневые машины выполнены с вертикальной и горизонтальной камерами прессования. Камеры могут быть холодными в горячими. Схема литья под давлением на машине с вертикальной камерой (рис. 15, а) следующая. Расплав 2 заливают мерной ложкой в камеру прессования 3. Верхний поршень 1, опускаясь, оказывает большое давление на порцию расплава, который передает давление на нижний поршень 8. Поршень, передвигаясь, открывает литниковый канал 11, через который расплав заполняет полость пресс-формы. Пресс-форма состоит из двух полуформ 4 и 5. После затвердевания расплава полуформа 4 отходит в сторону, а отливка 7 вмессте с литником 10 выталкивается толкателями 6. Излишек металла 9, который не вошел в полость пресс-формы, выталкивается из камеры поршнем 8 и поступает на переплавку. Литье под давлением на машине с горизонтальной камерой (рис. 15, б) протекает в той же последовательности. Основные преимущества литья под давлением заключаются в следующем. Литье под давлением позволяет решить одну из важнейших задач литейного производства: максимально приблизить размеры отливки к размерам готовой детали. Отливки, полученные в металлических пресс-формах, имеют чистую и гладкую поверхность, что значительно сокращает поверхностную отделку деталей (шлифование, полирование и т. д.). Этим способом отливают ответственные детали с тонкими стенками, сложной конфигурации. Кроме того, литье под давлением применяют для соединения нескольких деталей или получения отливок с арматурой из других металлов. Отливки, полученные литьем под давлением, имеют мелкозернистую структуру и высокие механические свойства. Экономически выгодным также является то, что в одной пресс-форме можно изготовить в короткий срок большое количество отливок. Высокая производительность этого способа литья и минимальные припуски снижают себестоимость производства как в литейном, так и в механических цехах. Кроме того, литье под давлением исключает применение формовочных смесей, поэтому санитарно-производственные условия лучше, чем в обычных литейных цехах. Таким образом, литье под давлением — один из наиболее прогрессивных способов изготовления отливок. С другой стороны, литье под давлением — сложный технологический процесс, который требует знаний металлургии сплава, технологии литья, специальных знаний инструментального производства при изготовлении пресс-форм и, наконец, механики при эксплуатации машин для литья под давлением. Литье под давлением имеет некоторые недостатки, например появление в отливках мелких воздушных раковин (пористости). Находящийся в полости пресс-формы воздух не успевает полностью выходить наружу и частично смешивается с расплавом. Не успевают выйти из отливки и газы, растворенные в металле, из-за пористости отливки нельзя подвергать термообработке, так как при нагреве появляются вздутия. Трудно, а иногда и невозможно, отлить этим способом деталь с поднутрением и внутренними полостями. Существующие в современном производстве машины и пресс-формы пригодны лишь для изготовления отливок из сплавов с температурой плавления ниже 1000° С. Для литья стали изготовлены специальные опытные литейные машины и пресс-формы. Литьем под давлением можно получать отливки не из всех сплавов. Наиболее пригодные — цинковые сплавы, некоторые алюминиевые, латуни. Труднее получать этим способом детали из стали и чугуна. Не отливают под давлением детали из бронзы. Высокая стоимость оборудования и пресс-форм делает не всегда выгодным производство небольших партий отливок способом литья под давлением, поэтому способ литья под давлением широко распространен в серийном и массовом производствах.
|