|
2. Пресс-формы.
Требования к пресс-формам. Пресс-форма - это инструмент для изготовления модели. От точности модели зависит точность размеров полости формы и соответственно размеров отливки. Поэтому главное требование к пресс-форме заключается в том, чтобы в ней можно было получить модели отливки с заданной точностью размеров и шероховатостью поверхности. Точность размеров модели и качество воспроизведения ее конфигурации зависят от точности размеров полости пресс-формы и ее конструкции; чем меньше разъемов имеет пресс-форма, тем выше точность моделей. Поэтому всегда стремятся делать минимальное число разъемов. Однако для получения сложных моделей приходится делать несколько разъемов, чтобы модель можно было извлечь из пресс-формы. Для хорошего заполнения полости пресс-формы модельным составом она должна иметь соответствующую литниковую систему, а для удаления воздуха из полости пресс-формы при заполнении ее модельным составом - вентиляционную систему. Конструкция пресс-формы должна быть такой, чтобы модель можно было легко и быстро, без деформаций и повреждений извлечь из рабочей полости пресс-формы. Большинство модельных составов имеют низкую теплопроводность, а поэтому медленно охлаждаются в пресс-форме. Пресс-форма должна обеспечить достаточную скорость охлаждения. Это достигается устройством в ней системы охлаждения водой или другими теплоносителями. Такие пресс-формы часто используют в массовом производстве, где важно обеспечить высокую производительность оборудования. Для получения по одной пресс-форме достаточного количества качественных моделей она должна обладать необходимой долговечностью. Наконец, пресс-форма должна иметь такую конструкцию, чтобы ее можно было просто и быстро изготовить, а материалы для нее были не дефицитными по конструкции и методам изготовления обычно различают пресс-формы для единичного и мелкосерийного, серийного и массового производства.
Пресс-формы единичного и мелкосерийного производства. При отработке технологического процесса в единичном производстве опытных отливок, при изготовлении мелких серий подготовка производства отливок должна занимать минимальное время. Поэтому экономически целесообразно быстро изготовлять отливку упрощенной конфигурации с припусками на обработку резанием, используя простую по конструкции пресс-форму. Увеличение объема обработки резанием для небольшого числа отливок более выгодно, чем усложнение конструкции пресс-формы. В единичном, мелкосерийном производстве применяют пресс-формы из гипса, дерева и пластмассы. Такие пресс-формы просты в изготовлении, позволяют получать достаточно точные модели, но долговечность их невелика. В гипсовых пресс-формах можно получить до 200 съемов, в деревянных - до 50-100 съемов. В дальнейшем точность моделей снижается из-за изнашивания центрирующих элементов, отъемных частей, стержней. Пресс-формы изготовляют с одной рабочей полостью (гнездом), т. е. для получения одной модели. Конструкцию пресс-формы упрощают уменьшением числа (или исключением) вспомогательных элементов и механизмов. Сборку, установку стержней, разборку пресс-формы и удаление моделей выполняют вручную. Гипсовые пресс-формы (рис. 1.2, а) изготовляют по модели-эталону (мастер-модели). Эталон может состоять из двух частей, а иногда и более. Его часто выполняют из дерева и покрывают лаком; поверхность модели покрывают тонким разделительным слоем масла и помещают на модельную плиту 9. На плиту 9 устанавливают рамку 6, в которую заливают водную суспензию гипса с добавлением пылевидного кварца, кварцевого песка. 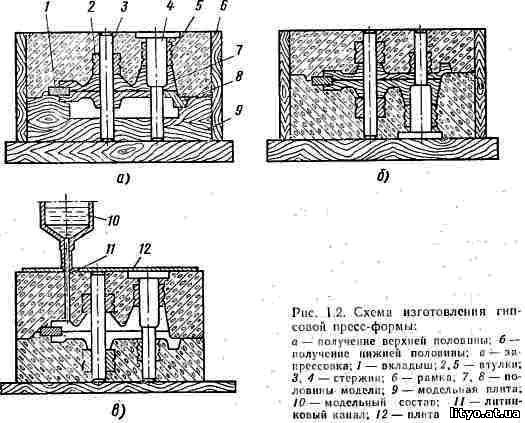
Для повышения прочности гипсовую пресс-форму армируют металлической проволокой или в состав суспензии вводят поливинил-ацетатную эмульсию. После схватывания гипса модель извлекают, пресс-форму подсушивают, покрывают лаком. Аналогично изготовляют вторую половину пресс-формы (рис. 1.2, б). Пресс-форму собирают и, накрыв плитой 12, через канал 11 заполняют ее модельным составом 10 (рис. 1.2, б). Если модель имеет на поверхности мелкий рельеф, а требования к точности размеров отливок невысокие, пресс-формы изготовляют из жидких холоднотвердеющих компаундов на основе синтетических смол. Синтетическую смолу смешивают с катализатором твердения и заливают в рамку на модель-эталон. В результате полимеризации смола переходит в твердое состояние. Модель легко удаляется, даже если она имеет выступающие части, поднутрения и т. п. Аналогично изготовляют пресс-формы из эпоксидных и акриловых смол, которые после полимеризации переходят в твердое состояние; в смесь смолы и катализатора твердения обычно вводят наполнитель (алюминиевый, железный порошок и др.). Такие пресс-формы имеют высокую прочность. Пресс-формы по модели-эталону изготовляют также из сплавов на основе свинца, олова, цинка, алюминия. Пресс-формы для сложных моделей иногда изготовляют методами гальванопластики с последующей металлизацией. В этом случае применяют модели-эталоны из алюминиевых или цинковых сплавов [11].
Пресс-формы для серийного и массового производства В серийном и массовом производстве применяют многогнездные пресс-формы. В серийном производстве пресс-формы изготовляют из стали и алюминиевых сплавов. Детали пресс-формы получают обработкой резанием. Как правило, пресс-формы имеют горизонтальную поверхность разъема, что обусловлено удобством извлечения моделей, так как сборку, разборку, извлечение и съем моделей выполняют вручную. Пресс-форма (рис. 1.3, а) для двух моделей состоит из нижней матрицы / и верхней, съемной матрицы 2. Нижняя матрица имеет вставки 3, которые оформляют сложную часть модели. Вставки крепят к нижней матрице винтами. Цилиндрическое отверстие в модели (рис. 1.3, б) оформляется подвижным стержнем 4 (см. рис. 1.3, а). Точность соединений матриц обеспечивается направляющими штырями 10. Скрепляют матрицы откидными болтами с барашками. Модельный состав запрессовывают или заливают через литниковый канал 5 и питатели 6. 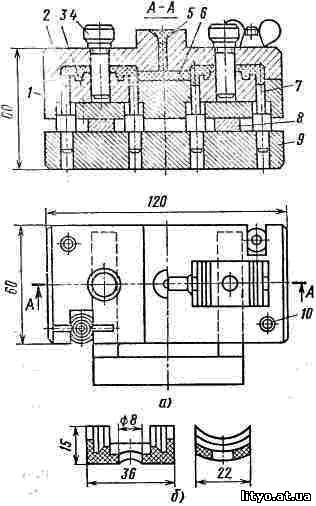
Рис. 1.3. Пресс-форма для изготовления моделей в серийном производстве (а) модель (б)
После затвердевания моделей удаляют стержни и снимают верхнюю матрицу. Чтобы освободить модели, которые удерживаются толкателями 7, надо извлечь фиксатор 8 и опустить нижнюю матрицу до плиты основания 9. В массовом производстве для моделей сложной конфигурации применяются стальные пресс-формы. Простые детали пресс-формы. изготовляют обработкой резанием, сложные - литьем с последующей доводкой обработкой резанием, шлифованием. Перемещение стержней, матриц и запирание пресс-форм, осуществляются реечными, винтовыми, пневматическими механизмами. Пресс-формы, как правило, выполняют с вертикальным разъемом. В матрицах монтируют сменные вкладыши с формообразующими полостями, что удлиняет продолжительность эксплуатации пресс-формы. Для сокращения длительности цикла изготовления . модели в стенках пресс-форм выполняют каналы водяного охлаждения. Полости сложной конфигурации, глухие карманы пресс-форм вентилируют с помощью узких каналов по разъему или по стержням. Пресс-форма (рис. 1.4) состоит из подвижной 1 и неподвижной 3 матриц, неподвижных стержней 8, выполняющих отверстия и полости в моделях, плиты выталкивателей 4 моделей, плиты, стержней 5, стоек 6, трубчатых толкателей 7, вставки 2 для получения моделей литниковой системы, каналов 9 для заполнения полости пресс-формы модельным составом. При раскрытии пресс-формы звено моделей остается в неподвижной матрице и удаляется из нее толкателями после того, как подвижная матрица отойдет на расстояние, большее высоты моделей. 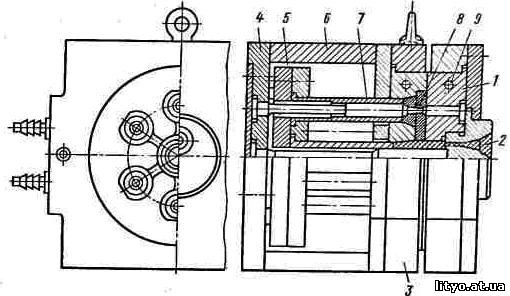
Рис. 1.4. Пресс-форма для изготовления моделей в массовом производстве
Такие пресс-формы устанавливают на карусельных автоматах изготовления моделей. Матрицы и вставки, оформляющие рабочие полости изготовляют из стали 35, стали 45, стали 40Х; стержни, выталкиватели, литниковые втулки - из стали У8А; плиты выталкивателей, стойки, основания - из стали 35. Механизмы перемещения стержней. Стержни, оформляющие отверстия, оси которых перпендикулярны к плоскости разъема пресс-формы, чаще всего делают неподвижными. Отверстия, оси которых расположены параллельно плоскости разъема, выполняют подвижными стержнями. Нежелательно располагать подвижные стержни под углом к плоскости разъема, так как механизмы для их удаления усложняют конструкцию пресс-формы. Для перемещения подвижных стержней применяют копирные механизмы, механизмы с зубчатыми передачами, наклонным пальцем, с винтовыми канавками. Такие механизмы позволяют перемещать стержни на любую длину хода и развивать значительные усилия при удалении стержней. Однако эти механизмы увеличивают габаритные размеры пресс-формы. Размеры рабочей полости пресс-формы рассчитывают (см. с. 69) с учетом усадки модельного состава, расширения керамической формы при прокаливании и заливке, и усадки металла отливки. Шероховатость поверхности рабочей полости пресс-формы должна быть в пределах Ra = 0,16-0,04 мкм. Меньшая шероховатость поверхности удорожает стоимость изготовления пресс-формы, но практически не улучшает качества поверхности отливки. | 





